
UVLED照射器を選ぶ時
UV-LED照射器は紫外線照射器、紫外線LED照射器、紫外線照射装置、UV-LED照射装置、紫外線LED照射装置など様々な呼び方があります。
基本的にはUV=紫外線という認識です。
ですから、例えばUV波長、紫外線波長は同義語と考えてよいと思います。
- UVLEDの波長を決める
UV-LEDは基本UV-B,UV-A波長の単一波長です。
ランプからUVLED照射器に移行しようとしているお客様
波長としては280nm,310nm,365nm,385nm,395nm,405nmなどがあります。
まず、硬化させる材料がどの波長に感度を一番持っているかを知る必要があります。高圧水銀ランプは石英ガラス製の発光管の中に高純度の水銀と希ガスが封入されたもので、365nmを主波長として254nm、303nm、313nmの紫外線を効率良く放射します。
メタルハライドランプと比較し、短波長側の紫外線出力が高いことが特徴です。メタルハライドランプは発光管の中に水銀に加えてハロゲン化物が封入されたもので、200nm~450nm までの広範囲にわたる紫外線を放射します。
高圧UVランプと比較し、365nm付近の出力が高いことが特徴です。2種のランプともに主波長は365nm付近で,両方ともに短波長も含んでいます。
つまりランプの場合は波長を選ぶ作業はないといえますがUVLEDの場合は波長を選ぶことが重要な決めごととなります。なぜならUVLEDの素子は1波長であるからです。
想定される波長いままでの経験から想定される波長をあげてみます。
波長がわからない場合
UVLEDへの移行に当たり 365nm波長を使う場合が比率としては多く,塗料材料 インクの材料などは385,395nmの波長でも硬化する場合が多いです。 クリアー系の樹脂の場合 365nmだけでは表面の硬化が十分でない場合が多く,酸素阻害の影響を受けて表面タックが残るケースもあります。
窒素パージして酸素阻害を避ける方法もありますが、樹脂によっては280nmの照射で表面タックが解消する場合もあります。。 またUV硬化パテ、UV硬化ゴムなど厚みのある材料の場合365nmだけでは、深部の硬化が甘い場合があり405nmのような波長を加えることで解消する場合もあります。ランプからの移行のお客さま以外でも、新規でUVLED照射器導入を検討されているお客様などで、最適な波長がわからない場合はUV硬化材料メーカーにそれぞれの材料に合う波長を聞いてみることです。
そしてそれらの波長のUVLED照射器で試験することが1歩です。
全くわからない場合は、テストによりどの波長が合うか探し出すしかありません。 これは結構労力のいる作業です当社では各波長のデモ機を取り揃えていますので貸し出しによる試験ができます。 また当社関連の会社でコンベアーによる通過テスト、あるいは窒素パージを加えたテストも可能です。ご連絡をお待ちします。
- 光量を決める
次にどの程度の光量(積算光量)が必要であるかを知ることです。
例えば、波長が365nmと285nmを与えればいいと決まっても、硬化のためにそれぞれの波長でどの程度の 光量(積算光量) が必要かを知ることが重要です。その光量により、どの程度の照度で、どの形の照射器が必要かが決まります。
- UV 照射方法を決める
-
エリア照射
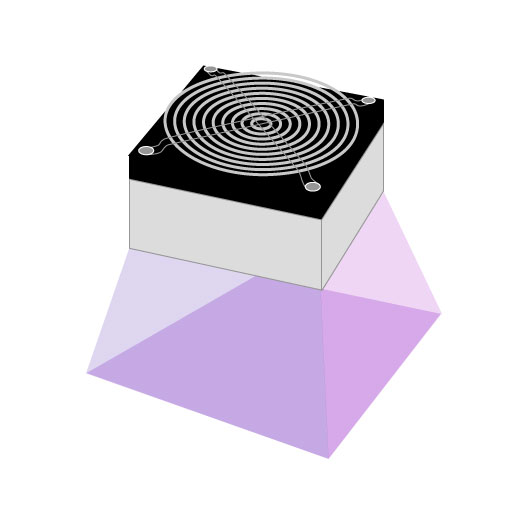
UV-LED を照射する場合 サンプルを動かさないで照射するバッチ式はエリア照射、あるいは面照射です。ある程度大きな面積にサンプルをのせてその上から照射します。 どれくらいのサンプルの数で照射するかによりエリア照射器の大きさが決まります。 当社モデルでは照度の高い順では UVWX, UVX, UVAの順位です。 UVWX は LED を高密度の実装しその上に特殊なレンズを取り付けてLEDの光が散乱しないようにして離れたところからでも高照度を実現しています。 均一性を上げるためには照射するサンプルよりサイズの大きなエリア照射器にして周囲の照度劣化を防ぐように設計します。照度にもよりますが大きなもの照度の高いタイプは水冷となります。
UV-LEDのすそ野が広がる中 UVランプからの置き換えを検討したいが初期投資が高いので断念していたユーザー様に朗報!
信頼性のあるLEDを使用しながらも価格面で使いやすいタイプです。 -
ライン照射
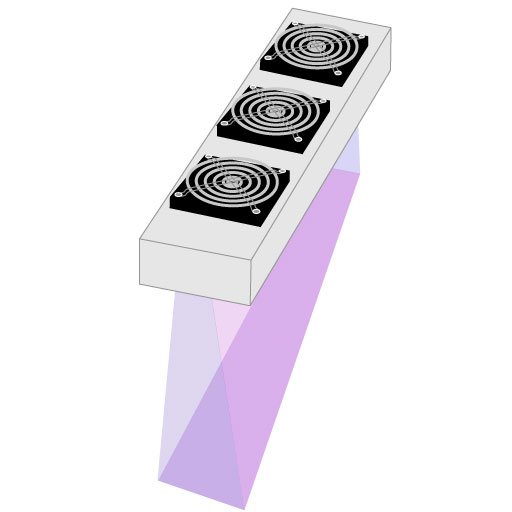
サンプルをコンベヤーに乗せてライン照射器の下を通過させるコンベアー式が一般的です。 コンベヤー式の場合,必要な積算照度を照射するにはコンベヤー速度、ライン照射器の照度と厚みで計算します。 当社のモデルでは照度の高い順に UVWX, UVX, UVE のモデルがあります。 コンベアー速度を上げて生産性を上げたい場合、凹凸が離れて照射しないとサンプルにあたってしまう場合など高照度タイプをお勧めします。
-
スポット照射
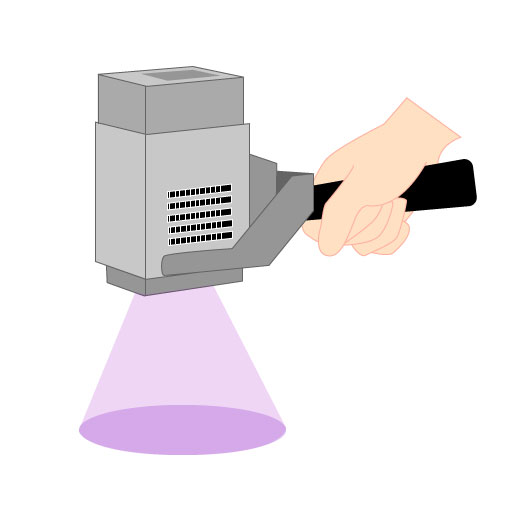
サンプルのごく一部を照射したり、手にもって大きなサンプルの一部だけ照射する場合などに適しています。 UVT300C,UVT600Cなどは軽量コンパクトに設計しておりますのでハンデイータイプとしてもお使いいただけます。
-
エリア照射
- 冷却方法を決める
冷却方法は自然冷却、強制空冷、水冷、の3種類です。自然冷却は照度が低い照射器には適応可能ですが 通常は強制空冷でファンによる冷却です。この場合は温風が排気されますので部屋の循環が重要です。 水冷はチラーによる循環水で照射器を冷却します。高照度のUVLED面照射、UV-LEDライン照射などに使います。照射器としての容積は強制空冷と比べて小さくなりますし冷却効率が高いので水冷に問題がない場合は推奨です。
UVLED照射器を選ぶ時の豆知識
- UVLED の寿命について
UV-LEDの寿命が来るとはランプのように不点灯にはならずに照度が落ちてきます。 LEDのメーカーでは初期照度から30%ダウンした時を寿命としています。 寿命は冷却状況により大きく異なります。LEDのジャンクション温度が100度と60度では寿命は2万時間と4万時間の差が出ます。従って冷却をきちんと行うと倍の寿命となるわけです。
当社ではできるだけ初期のボリュームを 70~80% で使っていただくように推奨しています。なぜなら徐々に劣化して照度 30% ダウンした場合に照度を上げる余裕を持たせられるからです。そのことで寿命が延びます。 寿命が来る頃にLEDの基板交換を推奨します。LED基板だけ交換します。 客先での交換も可能ですし 照射器を送っていただければ当社で交換も致します。
- 安全のための検知機能と外部制御
安心してお使いいただけるようLEDの温度異常検知機能と断線検知機能が標準装備されています。またどの箇所が断線か、どの部分に異常に温度が高いかなども検知できます。 また外部制御のRS232Cによる部分点灯、部分消灯、間髪点灯制御などもできます。
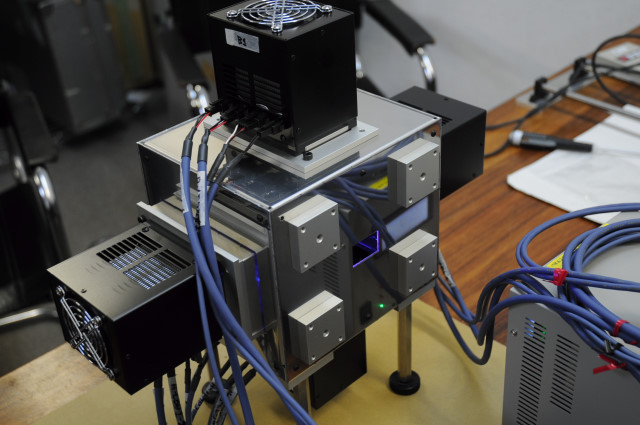
当社のUVLED照射器の実績
- 当社の実績
当社ではカスタマイズで設計製造の実績が500台以上ありそれらのLED配置と照度データーがあります。 それらの実績をもとにご提案となりますので安心して任せていただけます。 また実績のないご要求に関しましては精度の高いシュミレーションソフトによってあらかじめデーターを把握して設計いたします。
1台からでもカスタマイズいたします。是非ご相談ください。用途例の一部
- 防水カメラ部品のUVガスケット硬化
- 防水電話機部品のUVガスケット硬化
- カメラ用レンズのUV接着硬化
- 電子基板のUV接着硬化
- スマートフォンの張り合わせUV硬化
- タブレットPCケースの防水UVシリコン硬化
- 車に塗布するUV硬化ゴム硬化
- UV硬化パテの硬化
- UV接着パテの硬化
- 木工用UV塗料の硬化
- ケーブル保護フイルムのUV硬化
- コンクリートなどの表面保護のUV硬化
- 有機EL製造用張り合わせUV硬化
- 光触媒用UV
- 蛍光探傷用UV
特殊なUVLED照射器
-

ローラー部との組み合わせでUV硬化フイルムを抑えながら照射します
-

ミラーを使って内面に照射
-
ミラーを使って内面に照射
-

自然空冷で 150x40mm を照射

紫外線硬化(UV硬化)とは
紫外線硬化(UV硬化)とは、紫外線(UV)を紫外線硬化樹脂(UV硬化樹脂)に照射して短時間で硬化させる方法です。 紫外線硬化樹脂は、モノマー、オリゴマー、光重合開始剤と添加剤で構成されています。
紫外光(UV光)の照射を受けると光開始剤がモノマー(液体状態)からポリマー(固体状態)に変える化学反応を起こします。このことを光重合反応と呼びます。 この光重合反応により、硬化による乾燥、接着、塗装を行うことが出来ます。 紫外線を使用するので紫外線硬化、UV硬化などと呼ばれます。 同様に紫外線乾燥(UV乾燥)、紫外線接着(UV接着)、紫外線塗装(UV塗装)などと呼ばれます。 この紫外光は100~400nmの波長を持つ光線で、波長が短いほどエネルギーが高く、生体に対する破壊力を持ちます。波長の長さによって、さらにA,B,Cに分類されます。
- UV-A 長波長紫外線 320~400nm
- UV-B 中波長紫外線 280~320nm
- UV-C 短波長紫外線 100~280nm
マイクロ・スクェア(株)の紫外線照射器(UV-LED照射器)はUV-A UV-Bの範囲にある紫外線LED(UVLED)を搭載し、照射を行う装置(1台からカスタマイズいたします)です。
主な用途
- 乾燥
- 印刷(インクの乾燥、DVDのラベル乾燥)、電子部品の印字乾燥
- 接着
- 光学部品の接着、精密電子部品の接着、医療器具(注射針)の接着
- 塗装
- 成形品のコーティング乾燥、家具・床材の乾燥
マイクロスクェアはUV-LEDをニーズに沿った配置と冷却構造を提案することにより用途に合ったUV-LED照射器をご提供いたします。 1台からのカスタマイズから量産の対応まで幅広い用途で数多くの実績を誇っております。